Coulée sous vide par Moulage silicone
Coulée sous vide et moulage silicone
Les séries de pièces issues de la coulée sous-vide, aussi appelée moulage silicone, résultent de la création d’un moule en silicone élaboré à partir d’une pièce maître réalisée en stéréolithographie.
La durée de vie de l’outillage est fonction de la complexité de la pièce et de la résine utilisée pour les coulées. Celle-ci peut aller de 10 à 30 pièces.
C’est un procédé couramment utilisé pour la fabrication de petites séries ou de pré-séries.

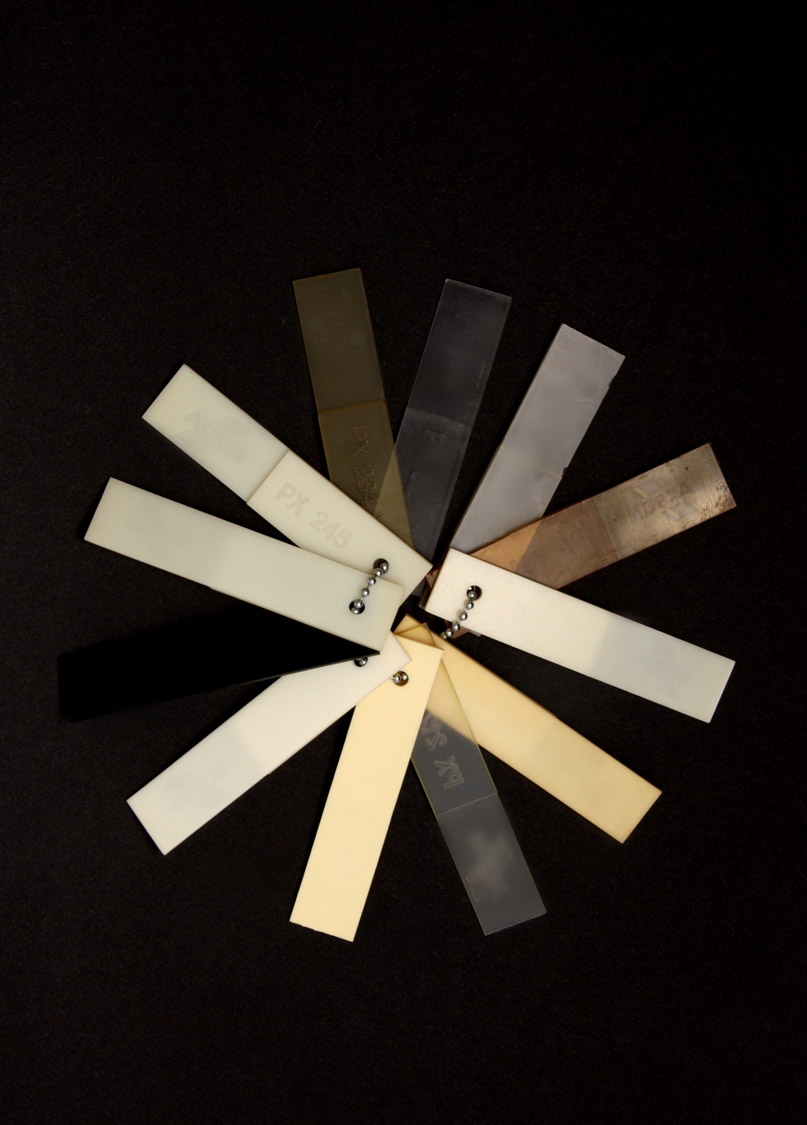
Résines polyuréthane
Il existe un large panel de résines utilisables en coulée sous vide :
- Transparentes
- Souples (élastomères)
- Proches PP, PA, ABS, PEHD…
Certaines de ces résines peuvent être teintées dans la masse.
Il existe des résines normées pour l’agroalimentaire (contact solide uniquement), le médical, l’électronique…
Un procédé en 4 étapes
Etape 1 : le maître modèle, aussi appelé master.
Il est dans la majorité des cas réalisé en stéréolithographie et suit donc les différentes étapes de ce procédé de fabrication (voir page « Prototypage).
La pièce est nettoyée, poncée et/ou sablée selon la finition souhaitée sur les pièces de la série.
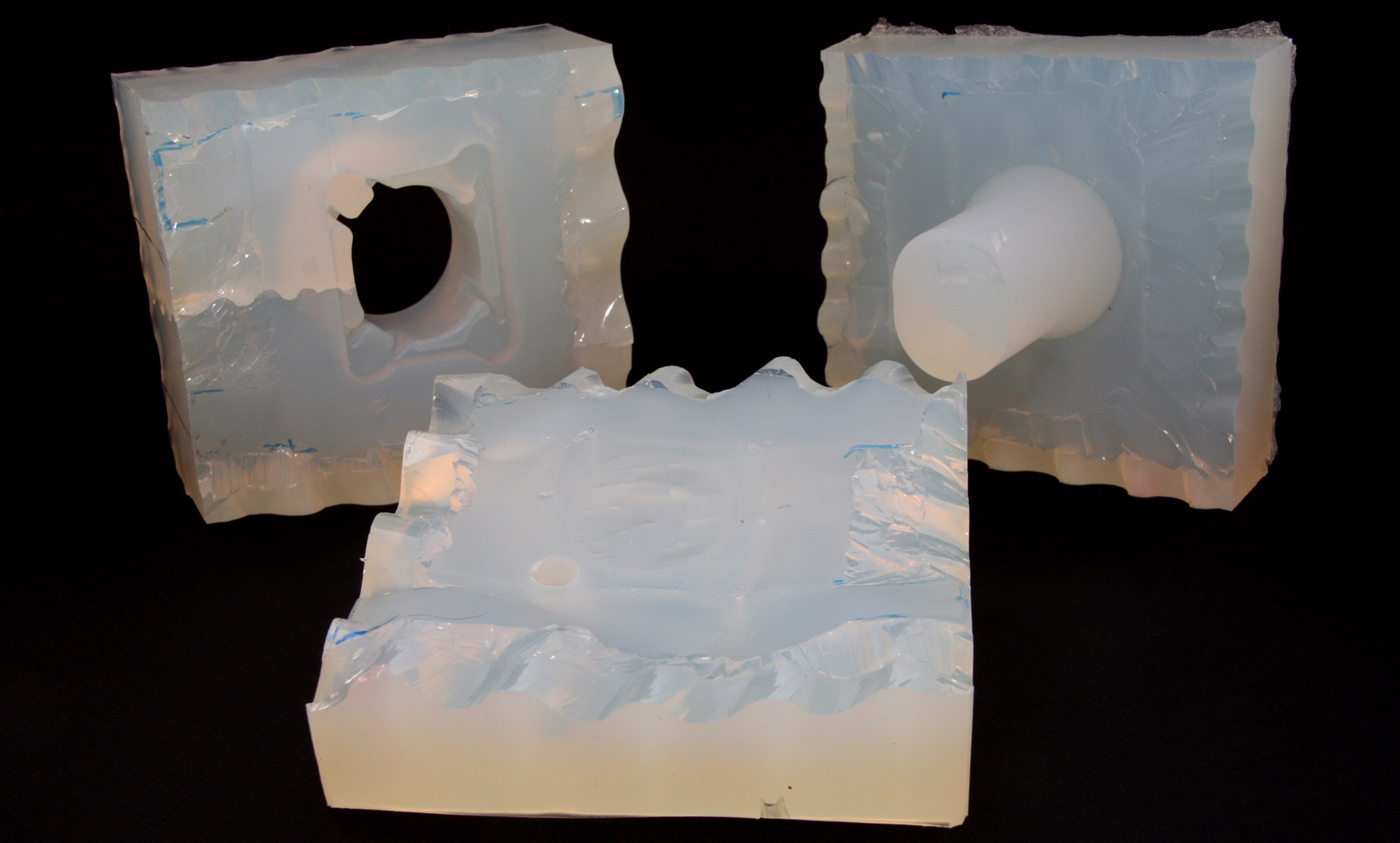
Etape 2 : l’outillage
La pièce maître est placée dans un outillage souvent réalisé en bois puis du silicone est coulé autour de celle-ci.
Un temps de pause est ensuite nécessaire pour laisser durcir le silicone puis on retire l’outillage bois qui entoure le silicone.
Le moule est ensuite découpé en plusieurs parties en suivant les plans de joint pré-établis puis on retire délicatement le master.
Etape 3 : la duplication
Le moule silicone est refermé et est placé dans une enceinte sous vide.
La coulée de résine est alors réalisée dans cette enceinte.
Ensuite, le moule rempli de résine encore liquide est placé dans une étuve et suivra un cycle de cuisson déterminé par la nature de la résine et la typologie de la pièce coulée.
L’opérateur peut ensuite sortir la pièce en résine polyuréthane de l’outillage.
La pièce est ensuite ébavurée et passe le contrôle qualité dans notre atelier.